

Procedure For Tube to Tube-sheet Joint Expansion

Scope
This Procedure describes and specifies the technique, acceptance standards, and documentation requirement for tube expansion in heat ex-changers.
Reference:
The current edition or addenda of the following documents has been referenced in the preparation of this procedure and shall be considered a part of this procedure as applicable
- TEMA
- ASME section VIII div. 1 – Rules for construction of pressure vessel.
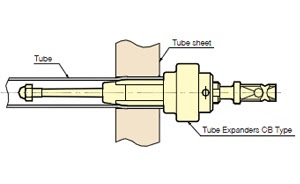
Equipment to be used for the expansion:
- An automatic torque control unit shall be used for carrying out the expansion.
- The roller to be used shall have a generous radius at both the ends so as to ensure that there are no sharp steps on the expanded tube ID & to ensure that there is a smooth transition from expanded to unexpanded zone of the tubes.
- Measuring instrument like Dial gauge & outside Micrometer / Vernier.
Expansion Mock-Up:
- Take 300 x 300 mm side mock up block with thickens equal to tube sheets with same material as that of tube sheet. Drill the tube holes in the mock up block, of diameter & pitch as per Tubesheet drawing.
- Measure and record the tube hole inside diameter (ID).
- Cut tube 150 mm long other than tube sheet thickness and tube projection length as per drawing from the same material & wall thickness to be used in job.
- Measure & record tube ID & tube OD.
- Put mandrel of proper length, based on required expansion length.
- Carry out expansion of tube of at least of 09 nos. Tube by mechanical expansion ( Tube rolling).
- Measure & record increase in the tube ID & the torque value.
- Calculate % of thinning of tube using the following formula.
- % Thinning= {(1-(Tubesheet hole ID – Exanded ID))/(Tube OD-Tube ID)} * 100
Notes :
Thinning the tube should be in the range of 1 – 5 %.
Following details shall be noted:
- Data indicating the tube hole ID, Tube OD & Tube ID before expansion & tube ID after expansion for each tube expanded.
- The torque value used for each tube expanded.
- The make, model no. & serial no of the torque control unit used for the expansion.
- After establishing the torque valve on mock – up block to get the required % thinning tabulate the measurements in the attached format.
Set – up & expansion of tubes in job Tube-sheet:
- Insert the tubes in the tube sheet from one end.
- Set the tube projection to the max. 3mm in one end, as required in the drawing. Carry out expansion in one end. Check the projection on the other end. If the tube projection is more than 4mm then the tube ends are to be trimmed to maintain the projection at 4mm. Carry out expansion on the other end.
Inspection after expansion:
100% tubes shall be inspected to ensure that the tubes are expanded.
Tube to tube sheet joint shall be examined during hydro test to detect leakage, if any.
In the event of leakage, the tube shall be re – expanded. Care shall be taken to ensure that there is no excessive thinning of the tubes.
1) when & why expansion is necessary?
Expansion is necessary in all cases because the tube hole in the tube sheet is slightly higher than the tube OD. So if we do not expand it will cause crevice and ultimately tends to leakage.
2) Difference between contact(light) & heavy expansion and what its range.
For Heavy expansion, normally grooves shall be provided in the tube sheet as per TEMA RB-7.24. Tubes will be expanded in such a way that it will flow in these grooves. In Heavy expansion normally 5% thinning of tube thickness occurs.
3) For strength, a weld is an expansion necessary.
For strength welded tube to tube sheet joints, contact expansion is necessary as explained in (1) above.
4) what are the applications to expand the tube?
Tubes are expanded using standard roller expander or sometimes using a hydraulic expander.





